

 了解关于双工位射芯机在使用完成后需要的工作流程:
了解关于双工位射芯机在使用完成后需要的工作流程: 一、将射沙头折下来,清理干净沙子和粘砂,进行清理,以便下次使用。
二、小心清洁排气塞中的粘性沙子。
三、门闸板上沉积沙子,门闸板上涂石墨粉减少摩擦。
四、灰尘和沙子沉积在导轨和导杆上,并涂上一层润滑油。
五、取出射砂筒,将缝隙中的粘砂取出,内壁用石蜡擦拭,但不要堵塞缝隙。
六、操作所有电气开关,将设备和机构恢复到原来的位置,然后切断电源和空气供应。
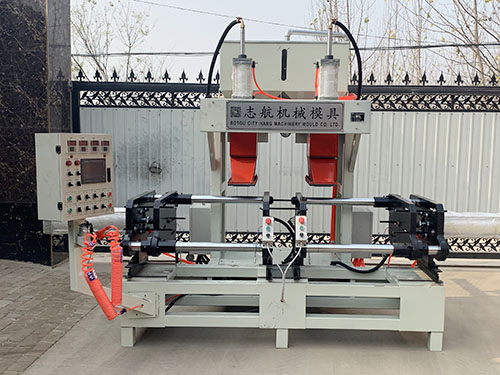
双工位射芯机在铸造行业中的操作流程:
一、双工位射芯机使用后的整理工作也要做好,才能确定寿命,为下次使用打下基础。
二、双工位射芯机动后,经营者不可以擅自离职,要集中思想,按照工艺程序努力操作,但不能同时操作两个蜂门。私心机的工作状态、润滑不良、紧固件松动、零件损坏、管道漏水及其他异常现象发生时,应立即停止处理,需要通知修理工进行维修。
三、在生产过程中,如果发现双工位射芯机震击变弱、或无力或没有夹紧力,应通知修理工检查维修。冲击活塞总是在润滑状态下工作,定期吹活塞上的沙子,喷洒润滑油。举起沙盒时,为了防止损坏模型或引起错误的动作,禁止沙盒与模型碰撞或撞上蜂门手柄。
双工位射芯机气动回路的11个电磁切换阀(板式)分别安装在阀箱的上、中、下5个配管板上,但此次改造电磁切换阀(管式)时,由于新的旧2种电磁阀的结构不同,难以替换。为了不影响生产、降低改造费用、制造方便、作业方便、维护方便,设计了长122mm、宽48mm、厚25mm的配气板作为连接新电磁阀和阀体配气板的气路通道,新标准阀未安装在核心机上而使用。
射心机在工作中经常受到外部或人为因素的影响而发生故障,但作为工作人员应当掌握常见故障的解决方案,确定核心机的正常工作。
一、由于模开闭、注射筒进退、注射头按压等动作的接近开闭位置不适当或注射砂时间调节不当,注双工位射芯机的注射砂存在问题。操作员应当分别检查和调整接近开关的位置,或者调整喷砂时间。
二、压头的密封橡胶圈损坏,压头与注双工位射芯机注射筒的结合面发生喷砂,工作人员应立即替换橡胶圈。
三、砂装砂口被爆炸袋等杂质堵塞,型芯的注射筒内没有砂。解决方法:打开砂闸门观察,清理堵塞物。
泊头市志航机械模具有限公司【http://www.btzhjxmj.com/】拥有一支长期从事铸造专注服务技术,具有丰富的铸造工艺、铸造设备、铸造模具设计制造经验的团队。有好的质量工程师5名,好的质量技师5名,技师10名,设计制造采用三维造型设计。现主要产品有铸造模具、射芯机、双工位射芯机、铁模覆砂生产线、翻转型射芯机、钢丸埋箱浇注线、铝型板、漏模机.顶箱机、砂箱.覆膜砂热芯盒、覆膜砂热壳模等模具,及铸造设备:覆膜砂半自动,全自动射芯机,翻转型壳芯机,铁膜覆砂生产线等。
铸造模具http://www.btzhjxmj.com/
射芯机http://www.btzhjxmj.com/
双工位射芯机http://www.btzhjxmj.com/
铁模覆砂生产线http://www.btzhjxmj.com/
翻转型射芯机http://www.btzhjxmj.com/
钢丸埋箱浇注线http://www.btzhjxmj.com/